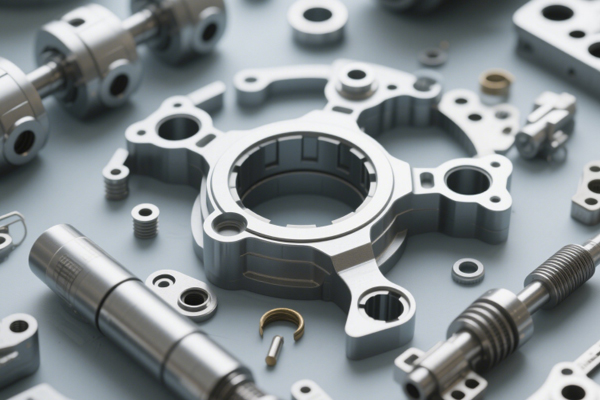
在精密机械加工领域,涡旋盘作为涡旋压缩机的核心部件,其加工精度直接决定了压缩机的性能、效率与使用寿命。涡旋盘通常由动盘与静盘组成,二者通过相互啮合实现气体的高效压缩。这种复杂的型面结构和极高的配合精度要求,使得其加工过程极具挑战性。而实现高精度、高效率加工的关键,正在于科学合理的工装夹具设计。

工装夹具在机械加工中起着定位、夹紧和引导刀具的重要作用。对于涡旋盘这类具有复杂曲面、薄壁结构和严格形位公差要求的零件而言,传统通用夹具往往难以满足其加工需求。因此,专用工装的设计成为保障加工质量的核心环节。
涡旋盘的加工难点主要体现在以下几个方面:一是型面复杂,涡旋线为渐开线或圆弧修正线,轮廓精度要求高;二是结构刚性差,尤其是动涡旋盘,通常为薄壁结构,易在切削力作用下产生变形;三是定位基准选择困难,需保证多工序间基准统一,避免累积误差;四是检测要求高,加工后需进行全尺寸检测,夹具还需兼顾检测时的稳定性。
针对上述问题,现代涡旋盘加工工装设计普遍采用“一面两销”或“一面两孔”的定位方式,并结合辅助支撑与柔性夹紧技术。例如,一种先进的可精确定位动涡旋盘工装,通过在动涡旋盘圆周边沿设置三个均匀分布的凹槽作为夹紧着力点,配合精密连接板、超精密主定位销与辅助定位销,实现工件的超精确定位。该设计利用轴承孔、工艺孔及已加工平面作为定位基准,有效避免了基准不统一带来的误差。同时,夹紧力作用于边缘凹槽,可最大限度抵消切削过程中刀具对工件产生的应力,防止变形,提升加工稳定性。
此外,为适应不同型号涡旋盘的加工需求,部分工装采用模块化与可调式设计。例如,在检测用工装中,载板上设有与涡旋盘毂部匹配的定位孔,并通过负压吸附系统实现快速定位。气槽与气孔连通负压泵,在涡旋盘底面形成真空吸附力,确保其在检测过程中不发生位移。限位机构则通过可调节的限位块与调节螺栓,适应不同外径或凸起位置的涡旋盘,提升了夹具的通用性与操作便捷性。
在自动化生产趋势下,智能化夹具也逐步应用于涡旋盘加工。如某新型打磨用工装夹具,集成了转盘、线性驱动组件与旋转组件。工件放置后,夹持组件自动调整固定定位夹块与配合夹块之间的距离,配合抵接定位件,实现自动定位与夹紧。旋转组件可控制涡旋盘转动,使其在打磨过程中始终处于最佳加工姿态。该设计显著降低了人工干预强度,提高了生产效率与一致性,特别适用于大批量生产场景。
工装材料的选择同样至关重要。通常采用高强度铸铁或合金钢作为基体材料,经时效处理以消除内应力,确保长期使用中的尺寸稳定性。定位销、基准块等关键元件则采用硬质合金或淬火钢,表面进行精密研磨,以保证重复定位精度在微米级。
综上所述,涡旋盘加工工装的设计是一项集机械、材料、工艺与控制于一体的系统工程。其核心目标是在保证定位精度的前提下,有效抑制加工变形,提升装夹效率,并具备良好的通用性与可靠性。随着数控加工技术、自动化与智能制造的发展,未来的涡旋盘工装将朝着更高精度、更强柔性、更智能化的方向演进,为高端压缩机的制造提供坚实支撑。
")
")


